



日韩精品成人内射视频丨国产精品内射老熟女丨日韩欧美群交P片內射中文丨亚洲国产群交无码AV丨欧美日韩国产精品丨老司机午夜亚洲福利丨久久精品午夜福利丨经典午夜福利片 三菱PLC編程軟件FXGP_WIN-C操作簡介
三菱PLC編程軟件 FXGP_WIN-C介紹
三菱FX系列PLC實際應用利用計算機編程時,使用“FXGP_WIN-C”編程軟件,意為“WINDOWS操作系統下中文提示FX系列PLC編程設計軟件”。該軟件可以利用梯形圖和指令語句表兩種方式編制FX系列PLC的用戶程序,梯形圖和指令語句表二者可相互轉換,編制操作過程中有中文提示,使用比較方便。該軟件可以脫機獨立編制PLC用戶程序,再經傳輸電纜,對PLC主機寫出或者讀入用戶程序,并且能對運行中的PLC主機進行監控。
§3.1 編程界面
啟動FXGP_WIN-C軟件,點擊工具攔1的“新文件”按鈕(見界面介紹),選擇LPC型號(FX2N)并確定,顯示圖3-1所示梯形圖編程界面,界面顯示左右母線、編程區、光標位置、菜單欄、工具欄1、工具欄2、功能圖、功能鍵、狀態欄以及標題欄等。
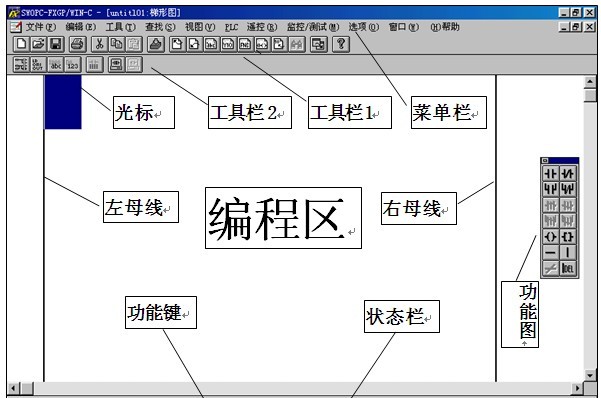
圖3-1 梯形圖編程界面
§3.1.1 編程區
左右母線之間為編程區,用于編制梯形圖過程中放置元件、指令等。
§3.1.2光標
光標當前位置是放置或刪除元件、指令的位置,利用鍵盤的上下左右四方向鍵移動光標,也可用鼠標左鍵點擊移動光標。
§3.1.3菜單欄
點擊(點擊是指用鼠標左鍵單擊,下同)各菜單按鈕,顯示其下層菜單項,選則菜單項并確認以后,將實現菜單項所描述功能。當鼠標指針指向工具欄1或工具欄2的各個按鈕時,均有中文提示該按鈕作用。有關的菜單后面將有詳細介紹。
§3.1.4 工具欄1
工具欄1如圖3-2所示。各工具按鈕從左至右依次介紹如下:

圖3-2 工具欄1
1)新文件 編制新的程序文件,也可用于清屏。
2)打開 打開原有的PLC用戶程序文件(擴展名為. PMW性能監視器文件)。
3)保存 保存正在編制或修改的程序文件。
4)打印 經打印機打印輸出梯形圖或者指令語句表。
5)剪切 剪切部分程序并保存到剪切板。
6)拷貝 將選中的內容拷貝到剪切板。
7) 粘貼 將剪切板的內容粘貼到光標處。
8) 轉換 將梯形圖轉換成指令語句表。
9)到頂 光標跳到最頂端。
10)到底 光標跳到最底端。
11)元件名查找 按照元件名查找元件,光標跳轉到元件所在位置或者所在行(下面 12)-14)的查找跳轉與此相同)。
12)元件查找 按照元件號查找。
13)指令查找 按照指令查找。
14)觸點/線圈查找 按照觸點或線圈以及元件名查找。
15)到指定程序 跳轉到指定程序。
16)下一個 查找下一個。
17)刷新 界面刷新。
18)幫助 顯示幫助說明。
§3.1.5工具欄2
工具欄2如圖3-3所示。各功能按鈕從左至右依次介紹如下:

圖3-3 工具欄2
1)梯形圖視圖 顯示梯形圖編程界面。
2)指令表視圖 顯示指令語句表編程界面。
3)注釋視圖 顯示注釋界面
4)寄存器視圖 顯示寄存器視圖界面
5)注釋顯示設置 顯示注釋顯示設置界面
6)開始監控 監控PLC運行狀態。
7)停止監控 停止監控PLC運行狀態。
§3.1.6功能圖
功能圖如圖3-4所示。點擊圖內對象,可在光標處放置元件和指令。
圖3-4 功能圖
第一行 放置常開觸點;放置常閉觸點。
第二行 向上并聯常開觸點;向上并聯常閉觸點。
第五行 放置線圈;放置指令。
第六行 放置水平線段;放置垂直線段于光標左下方。
第七行 對左方觸點組的邏輯關系取反;刪除光標左下方的垂直線段。
§3.1.7狀態欄
狀態欄簡要顯示步序、寫入/插入等編程狀態。寫入/插入狀態由鍵盤“Insert鍵”轉換。
§3.1.8 功能鍵
功能鍵又稱快捷鍵、熱鍵,是指計算機鍵盤最上端的F1—F10各個按鍵,分別代表一個功能,可快速放置元件、指令。
功能鍵分為梯形圖編輯功能鍵和指令語句表編輯功能鍵。
1) 形圖功能鍵如圖3-5所示。

圖3-5 梯形圖功能鍵
F1 幫助
F2 放置前沿有效的常開觸點
F3 放置后沿有效的常開觸點
F5 放置常開觸點
F6 放置常閉觸點
F7 放置線圈
F8 放置指令
F9 放置水平線段
2)語句表功能鍵如圖3-6所示。

圖3-6 語句表功能鍵
F1 幫助
F5 輸入LD指令
F6 輸入AND指令
F7 輸入OR指令
F8 輸入ANB指令
F9 輸入OUT指令
三菱PLC編程軟件 FXGP_WIN-C由廣州圓豐自動化新科技有限公司提供資料整理!